




 扫一扫
扫一扫

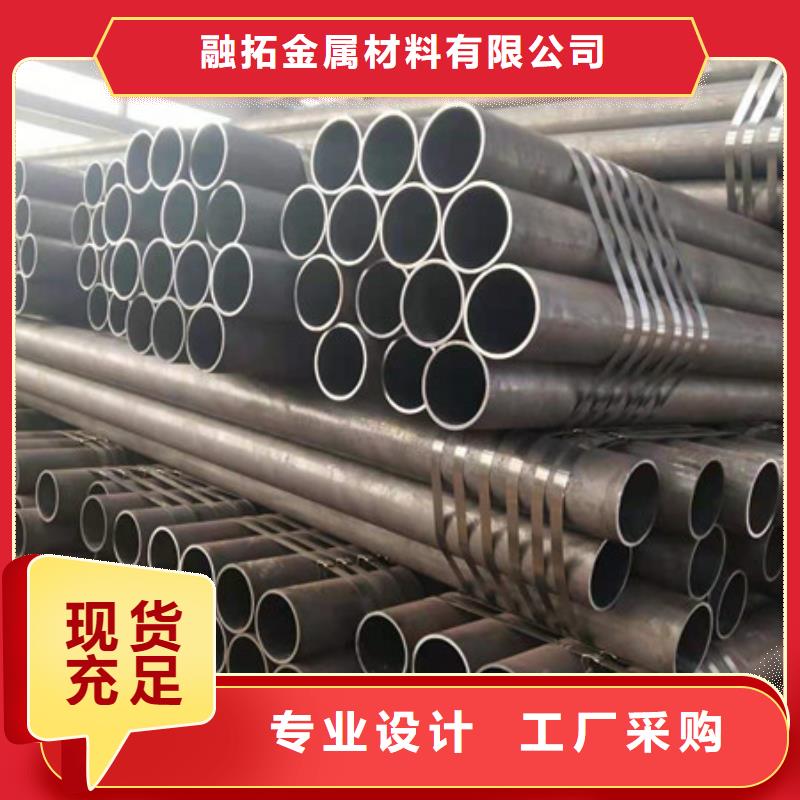
融拓金属材料有限公司业务覆盖全国市场。公司采用现代化经营管理模式运作,经过多年的发展,不断整合资源,逐步成为集贸易、加工、仓储、运输四位一体的公司。公司主要经营【20A无缝钢管、】。公司秉乘“以诚为先,以信待客”的公司宗旨,十多年来,努力奋斗,开拓进取,顺利完成了经营理念、管理体制、产品质量等方面的调整与组合,成功地实现了产品品牌化、经营诚信化、目标国际化,在【20A无缝钢管、】市场诠释了一个属于自己的全新概念。

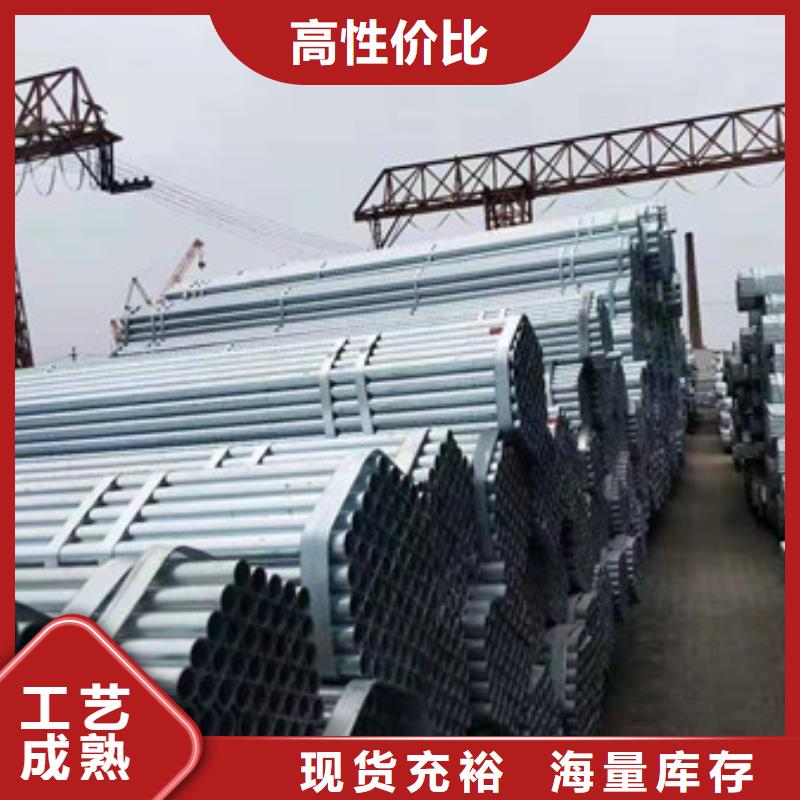
1)镀锌钢管,纯锌层有密集的厚覆盖在钢的表面,它可以避免任何的腐蚀溶液的接触钢基体,保护钢基体的腐蚀。在一般的氛围,在薄薄的一层致密的氧化锌层表面形成锌层,它是难溶于水,所以钢基体的保护作用。如果其他组件氧化锌和气氛形成不溶性锌盐,然后防腐效果更理想。
(2)镀锌钢管,用铁锌合金层,密集,在海上盐雾气氛和工业的耐大气腐蚀性能特点
(3)由于镀锌钢管结合牢固,锌-铁的混溶性,耐磨性强;
(4)由于镀锌钢管具有良好的延性,牢固地附着在基板上的合金层与钢,所以热镀可冷冲压,轧制,拉伸,弯曲等各种成型而不损伤涂层;
(5)镀锌钢管,热镀锌,相当于退火处理,可以有效地提高钢基体的力学性能,消除钢件的成形和焊接应力,有利于对钢结构旋转行为。
(6)热镀锌表面明亮和美丽在镀锌钢管。
(7)镀锌钢管,纯锌层是热镀锌的镀锌层的可塑性的富有,对纯锌,基本接近大自然的延展性,所以它是灵活的
热镀锌钢管与冷镀锌钢管的区别,热镀锌钢管与冷镀锌钢管都被称为镀锌钢管,镀锌钢管被人们分成了两种,一种是热镀锌钢管,一种是冷镀锌钢管,冷镀锌钢管就是电镀锌钢管,镀锌的含量很少,每平方米只有10克到20克左右,其耐腐蚀性能跟热镀锌钢管相比很差,热镀锌钢管的耐腐蚀性能是冷镀锌钢管的几十倍,下面我们来看看热镀锌钢管与冷镀锌钢管的区别具体有哪些。






技术支持:cnwbgg.com